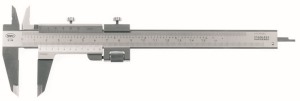
使用非标塞规量规的方法?哪些问题需要注意哪些?
编辑:无锡诺和锐特自动化设备有限公司 时间:2019-03-11
三菱数控刀具通止法:利用量规的通端和止端来控制工件尺寸,使之不超出公差带。如孔径测量时,若光滑塞规的通端通过而止端不通过,则孔径是合格的。利用通止法检验的量规也称极限量规,常见的极限量规还有螺纹塞规、螺纹环规和卡规等。
着色法:在量规工作表面上薄薄涂上一层适当的颜料(如普鲁士蓝或红丹粉),然后用量规表面与被测表面研合。被测表面的着色面积大小和分布不均匀程度表示其误差。例如用圆锥量规检验机床主轴锥孔和用平尺检验机床导轨直线度等。
光隙法:使被测表面与量规的测量面接触,后面放光源或采用自然光。当间隙小至一定程度时,由于光学衍射现象使透光成为有色光,间隙至0.5微米时还能看到透光。根据透光的颜色可判断间隙大小。间隙大小和不均匀程度即表示被测尺寸、形状或位置误差的大小,例如,用直尺检验直线度,用角尺和平板检验垂直度等。
指示表法:利用量规的准确几何形状与被测几何形状比较,以百分表或测微仪等指示被测几何形状误差。例如用平板和百分表等测量尺形工件的直线度;用正弦规、平板和测微仪测量角度等。
气电量仪是新型数字化产品,可通过RS485/RS232通信接口与上位机通信,上位机可以包括PLC、工控机等系统,可传输的数据包括测量绝对值、OK/NG判定结果等。
在实现自动化测量时,对于机械结构需要注意定位精度,保证快速的上料下料;对于电气控制部分需要确定双方使用的通信协议,另外要保证工作台、气源等外部条件的稳定性。
用非标塞规量规检验工件通常有通止法、着色法、光隙法和指示表法。
上一条: 怎样使用非标塞规量规,需要注意什么
相关行业知识
- 气电量仪产品特色
- 三丰量具量仪的保养与维护
- 马尔粗糙度仪用途
- 无锡哪里可以买到正品的三丰量具量仪
- 马尔圆度仪圆柱度仪MMQ400特点
- Kyocera京瓷数控刀具详细说明
- 京瓷数控刀具材质总结
- 马尔测高仪介绍
- 马尔量具针对圆孔内径尺寸的解决方案
- 马尔量具量仪关于缸孔内径和壁厚的动态测量
- 怎样使用非标塞规量规,需要注意什么
- 气动量仪是由哪几个部分组成及测量时可选“气动量仪”
- 购买气电量仪需要注意什么
- 在汽车行业中马尔圆度仪测量仪有什么应用处
- 三丰量具量仪线性编码器将绝对定位技术变为现实
- 马尔量具如何使用正确
- 日本小坂KOSAKA真圆度/圆柱度测量机/轮廓仪/粗糙度仪/台阶仪历史介绍
- 可以测碳C元素的便携手持式光谱仪
- Mahr马尔轮廓仪MarSurf XC2/XC20故障解析维修保养
- Filtermist油雾收集器/过滤器在航空航天方向应用